言語
言語
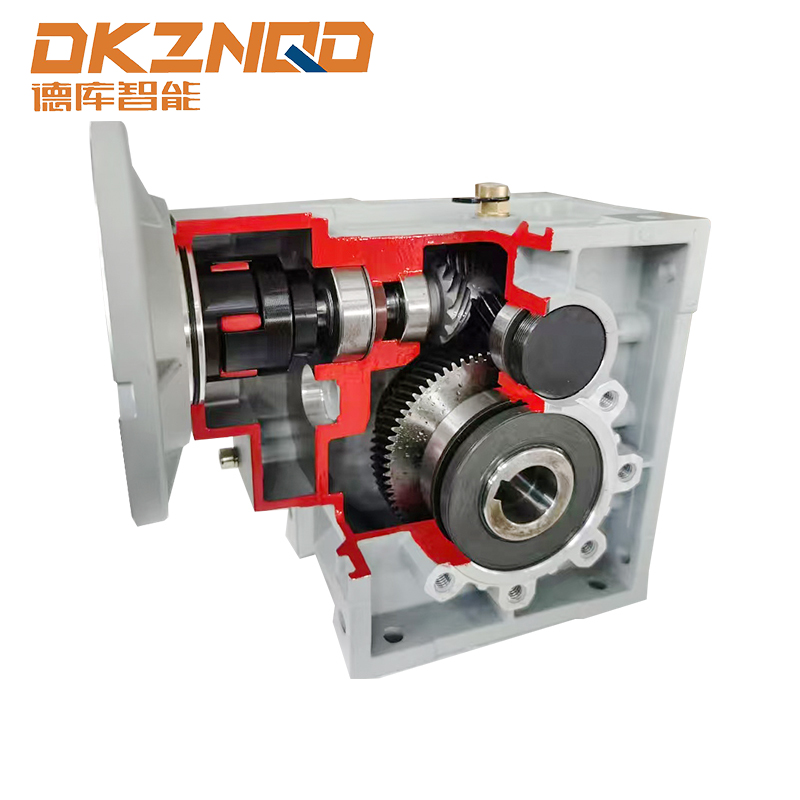
の BKMハイポイド減速機 は、耐久性の高い産業用途で重要なコンポーネントであり、独自のハイポイド ギア形状により高いトルク密度とスムーズな動作を実現します。ただし、すべての機械システムと同様に、パフォーマンスと寿命を損なう可能性のある特定の故障モードの影響を受けやすくなります。孔食、擦り傷、歯の破損、ベアリングの摩耗などのこれらの故障を理解するには、潤滑不足、位置ずれ、動作上のストレス要因などの根本原因を体系的に分析する必要があります。
1. BKM ハイポイド減速機で最も一般的な故障モードは何ですか?
BKM シリーズを含むハイポイド減速機は、高負荷用途向けに設計されていますが、複雑な歯車の噛み合い動作により、特有の故障パターンに対して脆弱になります。摩耗と孔食は最も頻繁に発生する問題の 1 つであり、表面疲労を引き起こす繰り返しの繰り返し荷重によって発生します。歯車の歯の表面に微細な亀裂が形成され、最終的には目に見える穴にまで広がります。これは、不十分な潤滑または研磨性汚染物質の存在によって悪化します。
スコアリングとマイクロピッチングは、潤滑膜が歯車の歯を適切に分離できず、金属同士の接触が起こると発生します。ハイポイド ギアに固有の高い滑り摩擦によりこのプロセスが加速され、表面に傷がついたり、マイクロピッチングとして知られる微細な亀裂が生じたりします。歯の破損はそれほど一般的ではありませんが、致命的であり、通常、突然の過負荷、不適切な熱処理、または位置ずれによる応力集中が原因で発生します。
ハイポイドギア減速機はアキシアル荷重とラジアル荷重を支えるために精密ベアリングに依存しているため、ギアの問題にはベアリングの故障が伴うことがよくあります。潤滑剤の汚染、不適切な予圧、または過度の動作温度により、ベアリングの性能が低下する可能性があります。オイル漏れは、ギアの故障、信号シールの劣化、または熱膨張の不一致を直接引き起こすわけではありませんが、潤滑油の枯渇や二次的な損傷につながる可能性があります。
2. 潤滑は BKM ハイポイド減速機の寿命にどのような影響を与えますか?
潤滑は、BKM ハイポイドギヤ減速機の耐用年数を決定する最も重要な要素です。ハイポイド ギアの設計では大きな滑り摩擦が発生するため、硫黄 - リン化合物のような耐摩耗添加剤を含む極圧 (EP) 潤滑剤が必要になります。これらの添加剤はギア表面に保護層を形成し、高負荷時の金属との直接接触を防ぎます。
オイルの粘度は、動作温度と負荷条件を考慮して選択する必要があります。 ISO VG 220 または 320 グレードが一般的ですが、低温環境で低粘度のオイルを使用するなどの逸脱により、膜厚が不十分になる可能性があります。添加剤の消耗、酸化、汚染を監視するには、定期的にオイルを分析することをお勧めします。たとえば、ISO 4406 清浄度基準を超える粒子汚染は、研磨媒体として作用して摩耗を加速する可能性があります。
自動潤滑システムは産業現場で注目を集めており、一貫したオイル供給を保証し、人的ミスを削減します。ただし、手動メンテナンス体制は厳密な間隔を厳守し、稼働時間や環境条件に基づいて再グリース補給スケジュールを調整する必要があります。以下の表は、BKM ハイポイドギア減速機の主要な潤滑パラメータをまとめたものです。
| パラメータ | おすすめ |
|---|---|
| 潤滑剤の種類 | EP ギヤオイル (ISO VG 220~320) |
| 添加剤 | 硫黄リン、耐摩耗剤 |
| 清浄度基準 | ISO 4406: ≤18/16/13 |
| オイル交換間隔 | 5,000 ~ 10,000 稼働時間 |
3. 適切な位置合わせと取り付けにより、BKM ハイポイド減速機の故障を防ぐことができますか?
ミスアライメントは、ハイポイドギア減速機の早期故障の主な原因です。入力シャフトと出力シャフトの間のわずかな角度または平行のミスアライメントでも、不均一な負荷分散が引き起こされ、特定のギアの歯やベアリングへの応力が増大する可能性があります。これは、過度の振動、騒音、局所的な過熱として現れます。
レーザー位置合わせツールは精度の業界標準となっており、0.001 インチ以内の位置ずれを検出できます。ダイヤル インジケータなどの従来の方法は精度が劣りますが、小規模なシステムには十分な場合があります。熱膨張も考慮する必要があります。高温で動作するハイポイド歯車減速機はハウジングの膨張を経験し、動作中にアライメントが変化する可能性があります。周囲温度でシャフトをオフセットするなど、設置中に先制的に補正することで、この影響を軽減できます。
取り付け方法も同様に重要です。不均一なボルトの締め付けや不安定な基礎によってハウジングが歪むと、内部応力が発生する可能性があります。取り付け時には、シムを使用して減速機とベース間の均一な接触を確保するソフトフットチェックが不可欠です。
4. 高度な監視技術により、BKM ハイポイド減速機の耐用年数をどのように延ばすことができますか?
の integration of Industry 4.0 technologies has transformed maintenance strategies for hypoid gear reducers. Vibration analysis remains a cornerstone, with accelerometers detecting early-stage gear tooth defects or imbalance. Frequency domain analysis helps distinguish between gear mesh harmonics and bearing faults, enabling targeted interventions.
のrmography complements vibration monitoring by identifying hotspots caused by friction or lubricant breakdown. Portable infrared cameras or fixed sensors can track temperature trends, with deviations from baseline indicating potential issues. Oil condition monitoring systems, equipped with IoT-enabled sensors, provide real-time data on lubricant viscosity, moisture content, and particulate levels. This facilitates condition-based maintenance, replacing fluids only when necessary rather than on a fixed schedule.
予知保全プラットフォームは、機械学習を活用して履歴データとリアルタイムデータを分析し、故障リスクを高精度で予測します。たとえば、アルゴリズムは振動振幅の上昇を差し迫ったベアリングの故障と関連付け、計画的なダウンタイム中に先制交換を促す可能性があります。
BKM ハイポイドギア減速機の故障を事前に管理するには、適切な潤滑剤の選択、正確な位置合わせの確保、高度な監視ツールの導入など、多分野にわたるアプローチが必要です。業界が持続可能性と運用効率を優先するにつれ、予知保全の役割が拡大し、計画外のダウンタイムがさらに最小限に抑えられるようになります。デジタル ツイン シミュレーションなどの将来の進歩により、これらの戦略が改良され、シナリオをテストしてパフォーマンスを最適化するための仮想モデルが提供されることが約束されています。故障モードに系統的に対処することで、オペレータはこれらの重要な電力伝送コンポーネントの信頼性と寿命を最大限に高めることができます。
 2025 年 6 月 05 日
2025 年 6 月 05 日